
ENERGY SAVINGS WITH STACK ECONOMIZERS
Courtesy Heatmizer, inc.– www.heatmizer.com
HEATING PROCESS OR DOMESTIC HOT WATER
The most effective use of recovered heat from natural gas combustion is in heating hot water for process or domestic use. The reason is that the lower the entering water temperature becomes, the higher will be the temperature difference from the entering flue gas temperature, and the greater will be the heat extracted. Water temperatures below about 120ºF will usually cause condensation of the water vapor formed by the combustion of hydrogen in the natural gas. The HEATMIZER is designed with corrosion resistant materials and a condensate separation and drainage system to remove condensate. Collected condensate has given up its latent heat to the water circulated through the HEATMIZER, increasing the recovered heat.
Hospitals usually have standby #2 oil to fire in emergencies. We recommend bypassing the products of combustion around the surfaces of the heat exchanger in such cases of limited oil firing due to possible corrosion from the sulphur content of the oil. We offer a built-in bypass as a standard equipment option.
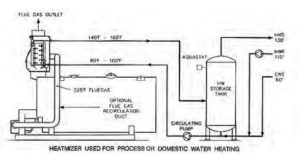
The hot water circulation rate is usually sized at 7 GPM per 100 Boiler HP and should be installed to pull water off the bottom of the tank and also from the cold water supply (CWS) for the coolest entering water to produce maximum HEATMIZER savings.
An aquastat is located near the top of the storage tank to limit the tank temperature. If the heat recovered exceeds the heat required by the tank, the HEATMIZER is switched to bypass the fluegas until the tank is cooled.
Note the flue gas recirculation (FGR) duct in the illustration. This duct connects from a flange on the cold side of the HEATMIZER to the burner inlet air louver chamber on a low NOx burner. As low NOx is obtained by lowering combustion flame temperatures, the cooler FGR will reduce the NOx by several PPM.
HEATING BOILER FEEDWATER
The most common use of recovered heat from flue gas is in heating boiler feedwater. This is mainly because the heat sink is the boiler and the flue gas flow from the boiler is proportional to the steam generated and in turn to the feedwater flow.
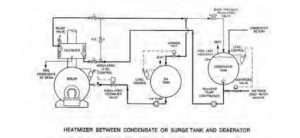
The temperature of the tank will vary depending on the amounts of cold water makeup to the boiler and the condensate return temperature from the system. For example, with 20% cold water makeup and 180ºF condensate return, one would expect an average tank temperature of 156ºF (without any additional steam or waste heat added). The colder the tank temperature, the greater the heat recovery, as this creates a greater difference between the water to the HEATMIZER and the entering flue gas temperature, enabling a further lowering of the exit gas temperature with consequently greater savings.
The HEATMIZER requires a continuous water flow through the unit whenever the burner is operating to prevent boiling in the heat exchanger as well as to efficiently utilize the additional investment. This involves operating the feedwater pump whenever the burner operates. This also requires proper sizing of the feedwater pump to avoid inefficient operation at low loads. For example, with on-off FW pump operation, it is normal to size the pump at 2 times the boiler evaporation rate so it can catch up quickly on a call for water. On a continuous flow HEATMIZER installation, this practice would result in an oversized pump, particularly at low firing rates. Most FW pumps must have a minimum flow of approximately 10% (of max flow) for proper cooling. Good practice is to use a back pressure regulating valve to bypass water back to the tank when the boiler feed water valve is closed, thus assuring the required minimum cooling flow at pump and HEATMIZER.
A fluegas bypass option is normally provided as standard with the HEATMIZER. A high limit aquastat, mounted at the tank that receives flow from the backpressure regulator, will automatically switch the HEATMIZER to bypass fluegas until the tank temperature drops to normal.
Fluegas condensation will occur when HEATMIZER entering water temperatures are 120ºF or lower. Condensate lines should be terminated slightly above the drain so that flow may be easily observed. The condensate from the combustion of hydrogen in natural gas is slightly acidic (Ph about 4 or 5). This will
not damage the drain. Boiler room drains also usually receive boiler blow down water, which is alkaline and which tends to neutralize the condensate.
Good operation of the HEATMIZER is based on the premise of continuous operation and steady state conditions. To obtain these conditions, it is necessary to have modulating control of firing rates and water levels on both the boiler and the DA. This type of control is common for larger boilers, especially the watertube types which, having low water volumes, require continuous feedwater flows. Modulating controls are not as common on fire tube boilers, even larger ones. Higher turndown burners help reduce the low fire rate, which aids in keeping the burners “on” and helps reduce the “on-off” cycle with its accompanying high loss of efficiency during burner pre- and post-purge.